

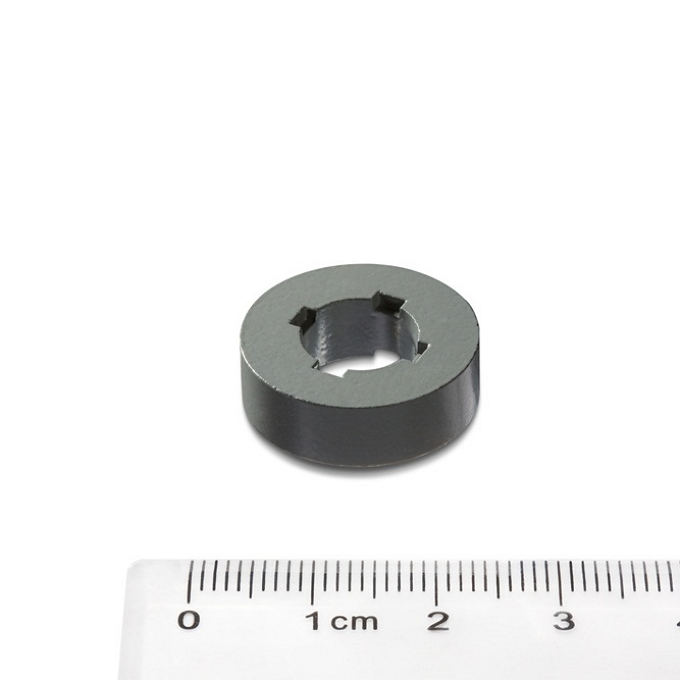

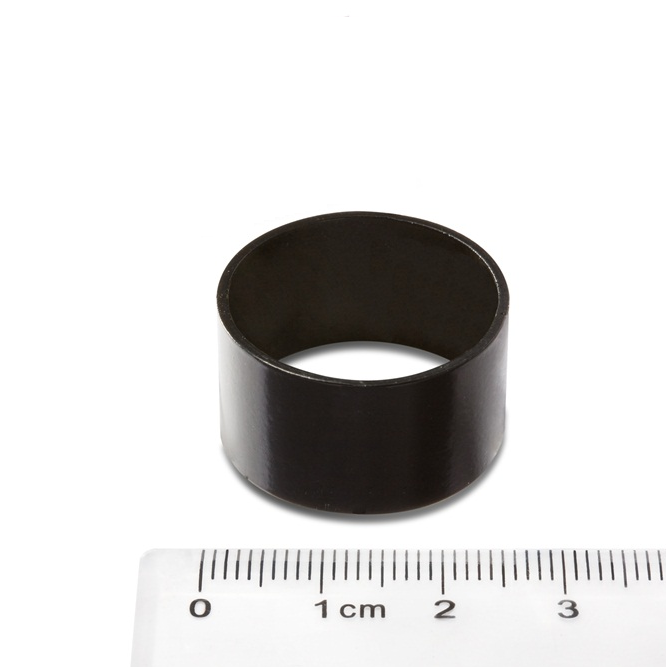

Bonded Magnets
Magnetic Properties
|
Grade |
Br |
Hcb |
Hcj |
(BH)max |
αBr |
Tc |
Tw |
Density |
Hardness |
||||
|
mT |
kGs |
kA/m |
kOe |
kA/m |
kOe |
kJ/m3 |
MGOe |
%/°C |
°C |
°C |
g/cm3 |
HRB |
|
|
CMN-2 |
300-400 |
3.0-4.0 |
160-240 |
2.0-3.0 |
480-640 |
6.0-8.0 |
16-24 |
2.0-3.0 |
-0.11 |
350 |
≤160 |
4.5-5.0 |
40-45 |
|
CMN-4 |
400-500 |
4.0-5.0 |
240-320 |
3.0-4.0 |
560-720 |
7.0-9.0 |
32-44 |
4.0-5.5 |
-0.11 |
350 |
≤160 |
5.2-5.7 |
40-45 |
|
CMN-6 |
500-600 |
5.0-6.0 |
320-400 |
4.0-5.0 |
560-720 |
7.0-9.0 |
48-60 |
6.0-7.5 |
-0.11 |
350 |
≤160 |
5.5-6.0 |
40-45 |
|
CMN-8 |
600-680 |
6.0-6.8 |
360-440 |
4.5-5.5 |
640-800 |
8.0-10.0 |
60-72 |
7.5-9.0 |
-0.11 |
350 |
≤160 |
5.8-6.1 |
35-38 |
|
CMN-8H |
600-650 |
6.0-6.5 |
400-480 |
5.0-6.0 |
1040-1360 |
13.0-17.0 |
60-68 |
7.5-8.5 |
-0.12 |
300 |
≤160 |
5.8-6.1 |
35-38 |
|
CMN-8SR |
600-650 |
6.0-6.5 |
400-480 |
5.0-6.0 |
800-1120 |
10.0-14.0 |
60-68 |
7.5-8.5 |
-0.13 |
300 |
≤180 |
5.8-6.1 |
35-38 |
|
CMN-8L |
600-800 |
6.0-6.8 |
400-480 |
5.0-6.0 |
640-800 |
8.0-10.0 |
64-72 |
8.0-9.0 |
-0.12 |
300 |
≤160 |
5.8-6.1 |
35-38 |
|
CMN-10 |
680-730 |
6.8-7.3 |
400-480 |
5.0-6.0 |
640-800 |
8.0-10.0 |
76-84 |
9.5-10.5 |
-0.1 |
350 |
≤160 |
5.8-6.1 |
35-38 |
|
CMN-10H |
700-750 |
7.0-7.5 |
400-480 |
5.0-6.0 |
640-800 |
8.0-10.0 |
80-88 |
10.0-11.0 |
-0.1 |
350 |
≤160 |
6.0-6.3 |
35-38 |
|
CMN-12 |
720-770 |
7.2-7.7 |
440-520 |
5.5-6.5 |
720-880 |
9.0-11.0 |
88-96 |
11.0-12.0 |
-0.1 |
350 |
≤160 |
6.0-6.3 |
35-38 |
|
CMN-12D |
720-770 |
7.2-7.7 |
440-520 |
5.5-6.5 |
720-880 |
9.0-11.0 |
88-96 |
11.0-12.0 |
-0.08 |
400 |
≤170 |
6.0-6.3 |
35-38 |
|
CMN-12L |
760-810 |
7.6-8.1 |
400-480 |
5.0-6.0 |
480-640 |
6.0-8.0 |
88-96 |
11.0-12.0 |
-0.11 |
320 |
≤150 |
6.0-6.3 |
35-38 |
|
CMN-13L |
780-830 |
7.8-8.3 |
400-480 |
5.0-6.0 |
480-640 |
6.0-8.0 |
88-104 |
11.0-13.0 |
-0.11 |
320 |
≤150 |
6.1-6.4 |
35-38 |
|
Notes: CMN-*(H/D or L) CMN: Indicates that mould pressing, magnetic powder material is MQ patent product. *: Indicates that (BH)max typical values is *MGOe. H/D: Indicates that intrinsic coercive force is high. L: Indicates that intrinsic coercive force is low. |
|||||||||||||
Result of Soak Test 25°C x 100 hours
|
Solvent |
Size |
Weight |
Flux Loss |
Appearance |
|
D.I.Water |
±0.5% |
±0.5% |
±0.5% |
No Rusting |
|
Water |
±0.5% |
±0.5% |
±0.5% |
No Rusting |
|
NaCI |
±0.5% |
±0.5% |
±0.5% |
Slight Rusting |
|
0.4% NaOH |
±0.5% |
±0.5% |
±0.5% |
No Rusting |
|
6% HNO3 |
±0.5%~2.5% |
±0.5% |
±0.5%~2.5% |
Slight Rusting |
|
Epoxy |
±0.5% |
±0.5% |
±0.5% |
No Rusting |
|
H2S |
±0.5% |
±0.5% |
±0.5% |
No Rusting |
|
Acetone |
±0.5% |
±0.5% |
±0.5% |
No Rusting |
|
Machine Oil 30# |
±0.5% |
±0.5% |
±0.5% |
No Rusting |
|
Gasoline |
±0.5% |
±0.5% |
±0.5% |
No Rusting |
Application
The primary domain of application for bonded magnets lies within miniature electric motors, encompassing a diverse array of motor types such as spindle motors, stepper motors, synchronous motors, DC motors, and brushless DC motors. Notably, they can effectively serve as partial substitutes for sintered NdFeB and ferrite magnets, streamlining motor assembly processes, enhancing reliability, reducing overall production costs, and optimizing efficiency across a spectrum of applications.